|
Working With Wood Continued
Here you can see the round pockets where I'll be placing the
stainless steel. These round pockets are 1/2" diameter and the slots are
1/8" wide X 1 1/2" long.
|
|
 |
After looking at all the pockets and
slots, I decided to go just a little deeper on each one. Now everything
is 1/4" deep.
|
|
 |
|
Working With Metal
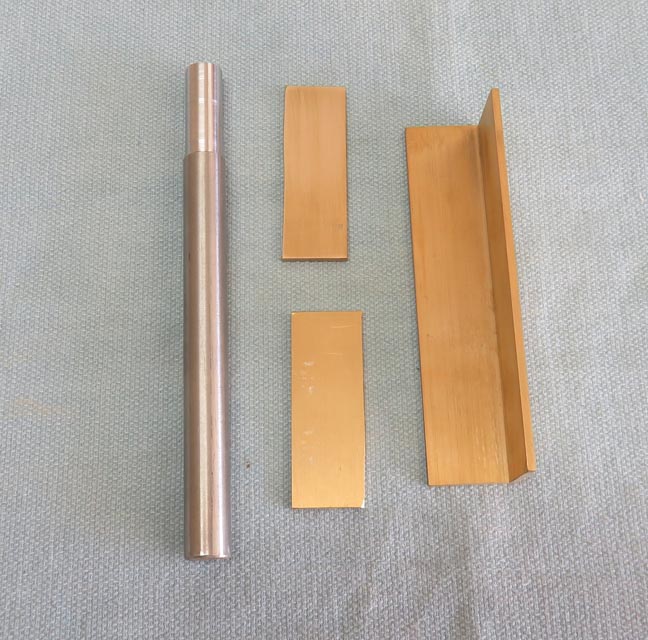
Here is the stainless steel and brass that I'll be using. Both of these
materials were leftover from a previous project.
|
|
 |
I machined the stainless to .500" and then sanded the ends to remove all
the machine marks before cutting them off.
|
|
 |
Now it's time to machine the other end. And a keen eye will notice there
are nine pieces. This was in case I messed on up so I didn't have to go
back and make another one later on.
|
|
 |
|
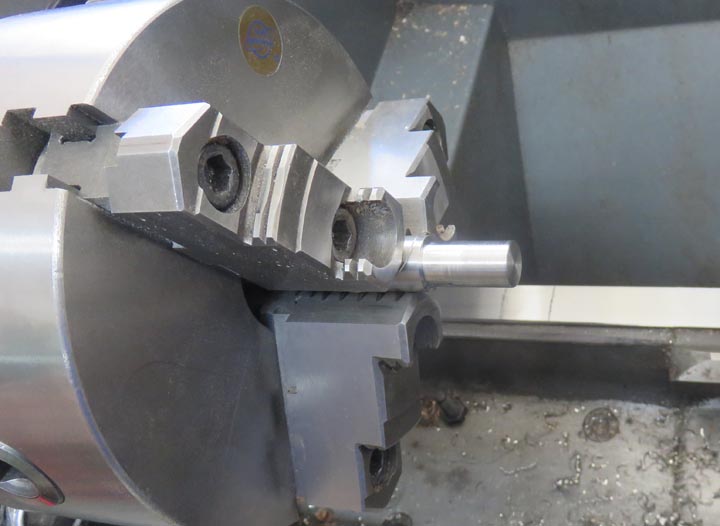
I'm going to use my 5-C collet holder to machine the
other end of the stainless pieces. The main reason for this is because I
don't have a work stop on my lathe and with parts this short, it's just
easier to hold them in a collet.
|
|
 |
This hexagon collet holder should work great in my three jaw chuck. The
round black piece in back of the collet holder is a nut that tightens
down
the collet. And the spanner wrench tightens the nut.
|
|
 |
|
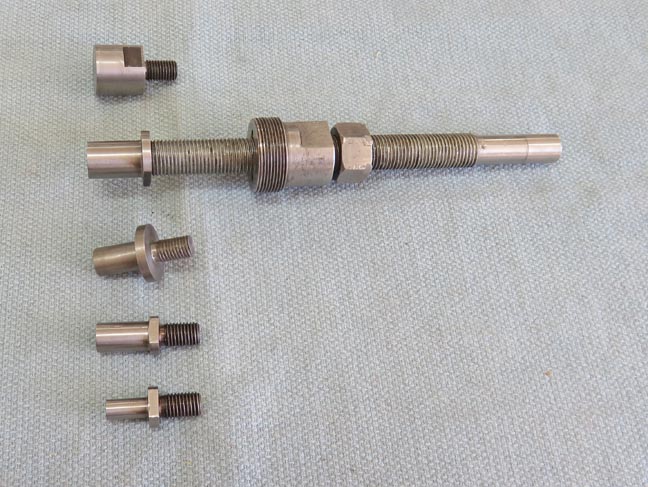
What you see below is a collet stop that I made many
many years ago. This only works with 5-C collets and is adjustable.
And I also made some threaded pieces of various sizes to accommodate
different diameter work pieces. The one that is threaded in the collet
holder is 1/2" diameter, which is what I need for my project.
|
|
 |
|
The large thread on my collet stop threads into the back
of the collet (arrows). Then you can adjust the long threaded piece in
or out of the collet to whatever depth you need. Once you have the depth
set, you tighten the jam nut and you're ready to machine some parts.
|
|
 |
|
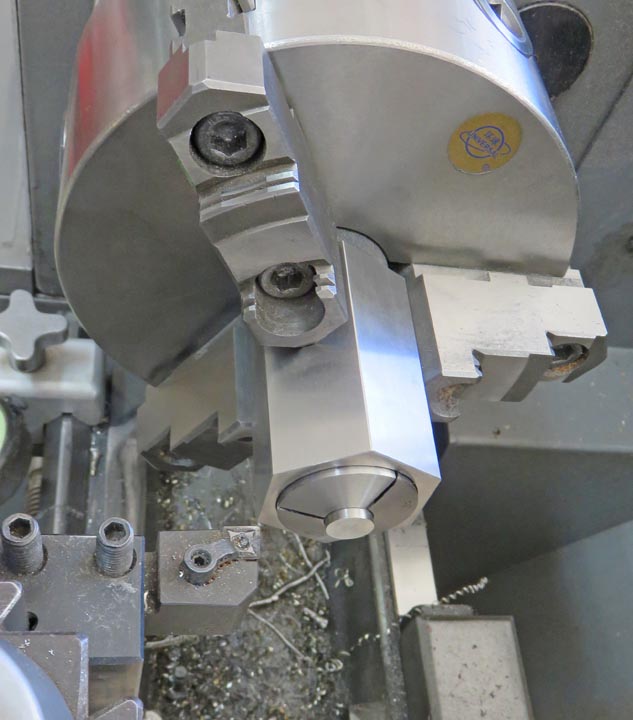
Here is what the business end of the set-up looks like.
Now I can machine each part to the exact same length. But I have to
remove the hex holder each time I do that, which is no big deal for this
amount of parts.
|
|
 |
|
1
2
3
4
5
6
7
8 |