|
Making More Clearance Continued
If you look close you can see the dead-center (arrow) is
almost at the 7" mark on my scale. This means I'll just clear my work
piece when I get ready to turn it. This is good news and means I can
continue with my project using my lathe.
|
|
 |
| Making Tooling
I drilled and reamed a 5/16" hole in this piece of tooling that will
go into my faceplate. I plan on using a 5/16" dowel pin in this hole.
|
|
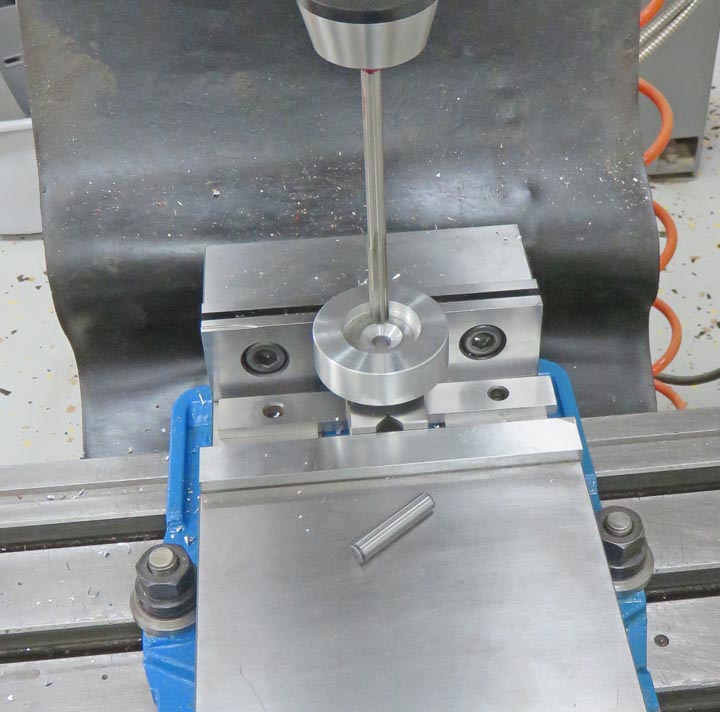 |
And the other end of the pin will go into my work piece placing it in
the center of my faceplate.
|
|
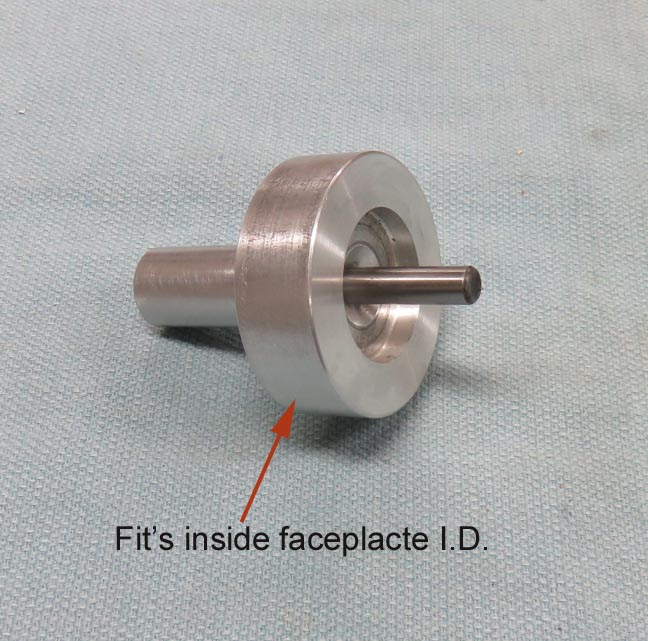 |
Here is what it looks like installed inside my faceplate. Now I'm ready
to start machining some wood.
|
|
 |
|
Working With Wood Again
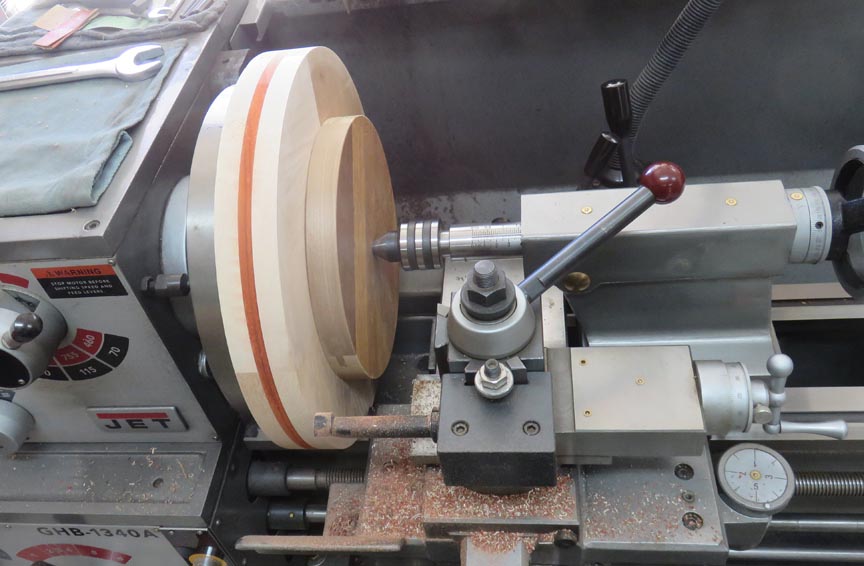
This is a similar setup that I used on a previous
project. With the use of that 8" diameter wooden piece that is being
pressed against my work piece, using my tail stock, this should provide
enough pressure to keep everything clamped in place while I machine my
new project.
|
|
 |
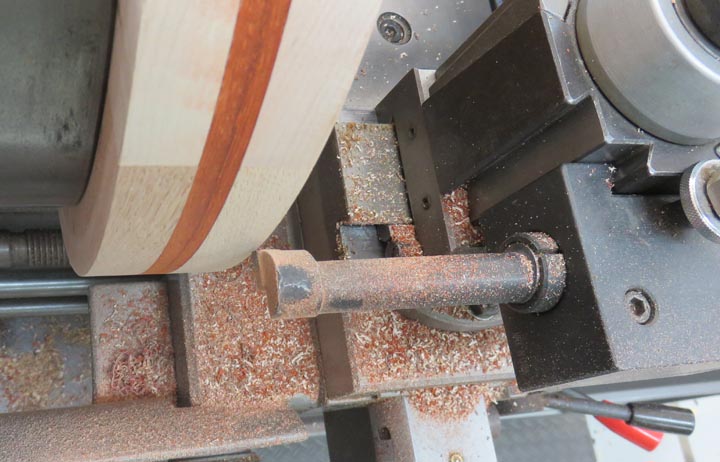
And like my previous project, I'll have to use my cross-slide (arrow) to
hand feed a boring bar to turn the outside diameter. This is
unconventional doing it this way, but it does get the job done.
|
|
 |
Here you can see my long boring bar sticking out with just enough travel
using my cross-slide to move across my work piece to turn the
outside diameter or O.D.
|
|
 |
|
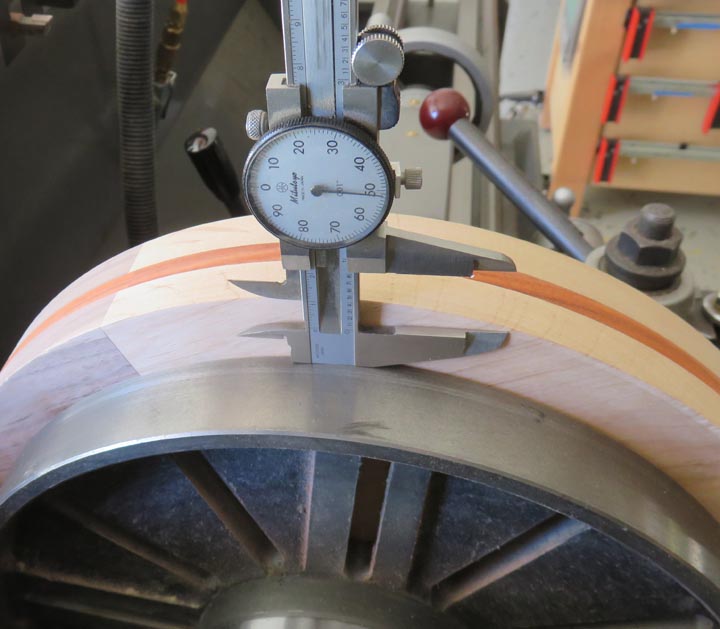
Now I don't have anything to measure the O.D. accurately
because the largest calipers that I have only go to 12". But I do know the O.D.
of my face plate and by measuring the distance from my work piece down
to my faceplate, I can calculate the diameter of my wooden piece.
|
|
 |
|
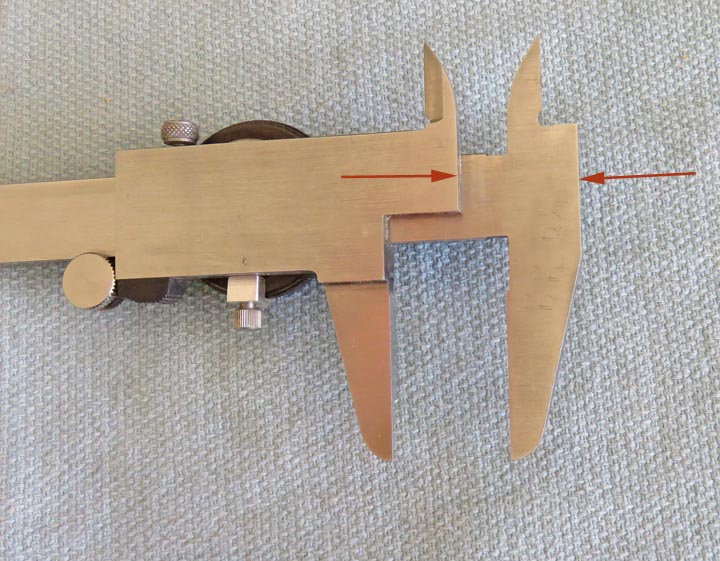
Most calipers have what's called '4-way measuring', which
are O.D. - I.D. - depth and what I'm using here called 'step'
(arrows). The step measurement on calipers comes in very handy, as you
can see. Now that the O.D. is at my target size of 13.5", it's time to
produce a recess in the face of my clock.
|
|
 |
|
I'm recessing the face of the clock 3/8" deep and
leaving a 1/2" wide raised area around the face. To this I'm using the
same method as I before (using the cross-slide) but with a different
cutting tool.
|
|
 |
|
1
2
3
4
5
6
7
8 |