|
The next step is to put some threads in the head for the
handle. And this is what it takes to do this operation correctly.
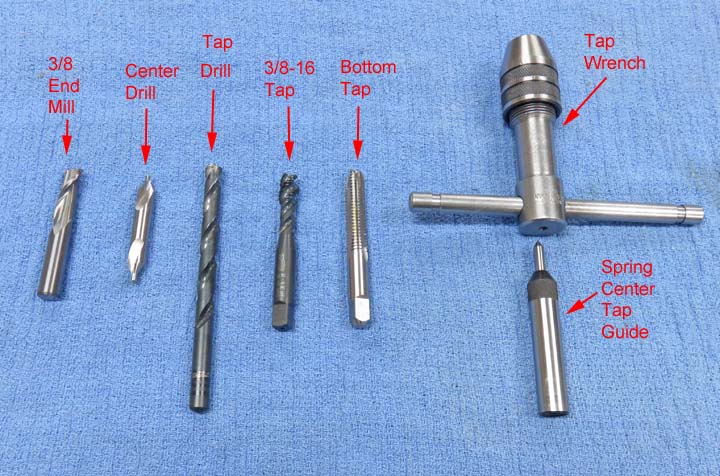
1.End Mill. This step is two-fold: First the 3/8"
diameter end mill is used to produce a flat bottom for the center drill.
Now you really don't need a flat bottom while using a center drill
because these short drills don't flex very much. But the real reason I'm
using this cutter is so the 3/8" diameter handle will enter into the
head a small amount so it hides the threads on the handle. The depth I
went with this tool was about .100".
2. Center Drill. You always use a center before
doing any drilling so you end up with a hole that is on location.
3. Drill. This is the tap drill for a 3/8-16 tap.
This is a Letter O size drill and I went .750" to .780" deep.
4. Tap. This 3/8-16" tap has a special geometry
which is designed for harder metals. A person could have used an common tap
design for this if they didn't have the other one.
5. Bottom Tap. This style of tap is designed to
remove the last thread at the very bottom of a threaded hole. All taps
have a taper at the lead end, but this one has much less of one, helping
to remove a small amount more. However, you don't want to start
threading with this style of tap otherwise you risk the tap breaking
under such stress.
6. Tap Wrench and Spring Center Tap Guide. I used
this tap wrench and spring center tap guide while using both taps here.
This is to make sure the tap stays in alignment and goes in straight.
The spring center tap guide mounts in the drill chuck and the pointed
end of the spring loaded tap guide goes into the tapered hole in the
back of the tap wrench. As you're turning the tap handle, the tap starts
cutting threads and is traveling downwards. This is where the spring
loaded center comes in, it follows the tap wrench keeping it in
alignment the whole time. And when you run of of spring center travel,
you just lower the quill a small amount and keep turning your tap
wrench.
This is just one of many things a machinist needs to do
to make things come out right.
|